The full name of OLED is Organic Light Emitting Diode. The working principle of OLED is to place the organic light-emitting layer between the two electrodes. When the positive and negative electrons meet in this organic material, they will emit light. Its component structure is simpler than the currently popular TFT-LCD, and its production cost is only about 30% to 40% of that of TFT-LCD. In addition to cheaper production costs, OLED has many advantages, such as its own light-emitting properties. Currently, LCDs need a backlight module (a lamp is placed behind the LCD). However, OLEDs emit their own light after being powered, which can save the weight, volume, and power consumption of the lamp (lamp power consumption accounts for almost half of the entire LCD screen). This not only makes the product only about two centimeters thick, but its operating voltage is also even lower to 2 to 10 volts. In addition, OLED’s response time (less than 10ms) and color are better than TFT-LCD and bendable. Therefore, it has a wide range of applications.
1. OLED structure and light-emitting principle
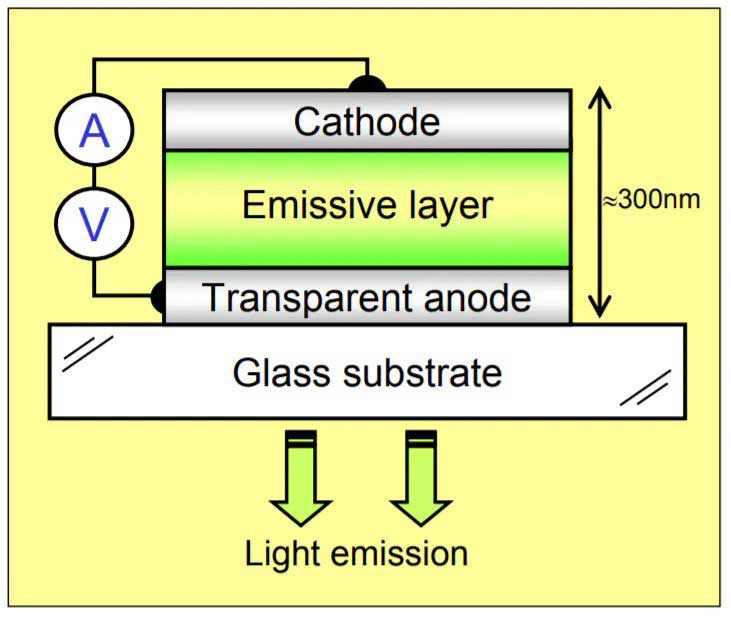
OLED’s basic structure is making a layer of organic light-emitting material of tens of nanometers thick as a light-emitting layer on indium tin oxide (ITO) glass. Above the light-emitting layer is a layer of low power function of the metal electrode, forming a sandwich structure.
The basic structure of OLED mainly includes:
Substrate (transparent plastic, glass, metal foil) – The substrate is used to support the entire OLED.
Anode (transparent) – the anode eliminates electrons (adds electron “holes”) as the current flows through the device.
Hole transport layer – This layer consists of molecules of organic material that transport the “hole” from the anode.
Electron transport layer – This layer consists of molecules of organic materials that transport “electrons” from the cathode.
Cathode (can be transparent or opaque, depending on the type of OLED) – The cathode injects electrons into the circuit when there is current flowing through the device.
OLED is a double injection type light-emitting device. Driven by an external voltage, the electrons, and holes injected by the electrodes in the light-emitting layer are compounded to form an electron-hole pair at the bound energy level, i.e., an exciton. Exciton radiation receding excitation emits photons, thus producing visible light.
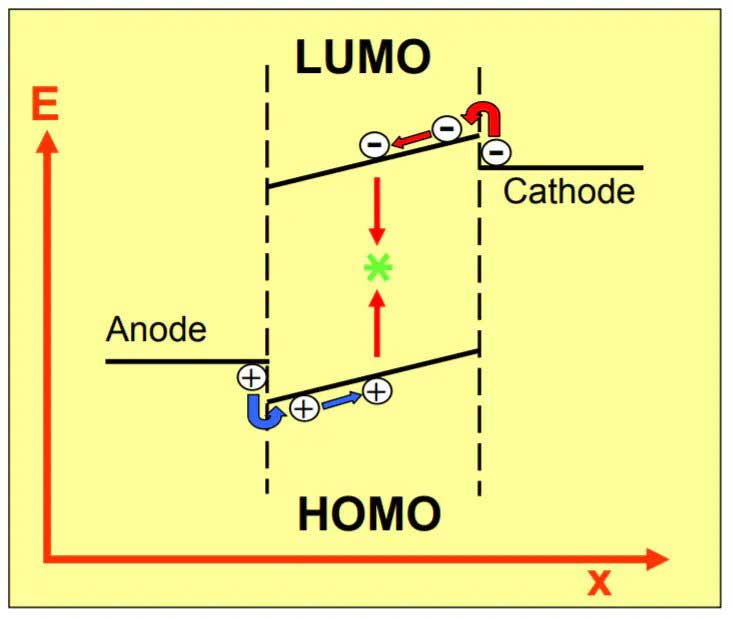
A hole transport layer is usually added between the ITO and light-emitting layer, and an electron transport layer is added between the light-emitting layer and the metal electrode to enhance the electron and hole injection and transport capabilities. Therefore it can improve the light-emitting performance. In this case, the holes are injected by the anode, and the cathode injects the electrons. The holes are hopped in the highest occupied molecular orbital (HOMO), and the electrons are hopped in the lowest unoccupied molecular orbital (LUMO) of the organic material.
The light-emitting process of OLED usually includes the following five basic stages:
Carrier injection: Under the action of an applied electric field, electrons and holes are injected from the cathode and anode, respectively, into the organic functional layer sandwiched between the electrodes.
Carrier transport: The injected electrons and holes migrate from the electron transport layer and hole transport layer, respectively, to the luminescent layer.
Carrier complex: Electrons and holes injected into the light-emitting layer bound together to form electron-hole pairs due to the Coulomb forces, that is, excitons.
Exciton migration: Due to the imbalance of electron and hole transport, the main formation region of excitons usually will not cover the entire luminescent layer. As a result, diffuse migration occurs due to concentration gradients.
Exciton radiation recedes to excite a photon: Exciton radiation leaps emits a photon and releases energy.
The color of OLED light depends on the type of organic molecules in the light-emitting layer. Several organic films are placed on the same OLED to form a color display. The brightness or intensity of the light depends on the properties of the light-emitting materials and the amount of applied current. For the same OLED, the higher the current, the higher the brightness of the light.
2. Manufacturing principle of OLED
OLED components are composed of n-type organic material, p-type organic material, cathode metal, and anode metal. Electrons (holes) are injected from the cathode (anode), transmitted to the light-emitting layer (generally n-type materials) through the n-type (p-type) organic material, and released light through the recombination. Typically, OLED devices are made by sputtering ITO on the glass substrate as the anode. Then, through vacuum thermal vapor deposition, p-type and n-type organic materials and low power function of the metal cathode are sequentially coated. Organic materials tend to interact with water vapor or oxygen to produce dark spots and make the components unable to shine. Therefore, the components must be encapsulated in an environment free of water and oxygen after vacuum coating.
Between the cathode metal and the anode TO, the current widely used element structure can be divided into five layers in general. As shown in the figure, from the side near the ITО in order: hole injection layer (HIL), hole transport layer(HTL), emission layer (EML), electron transport layer(ETL), electron injection layer (EIL).
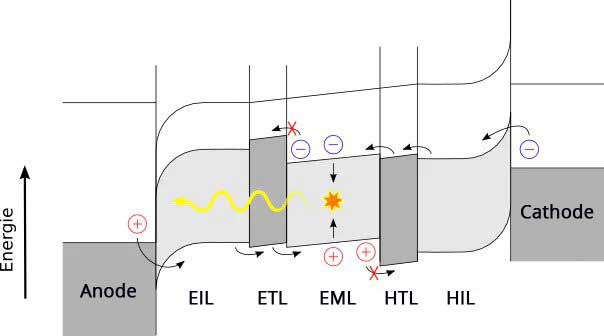
As for the electron transport layer, it is made of N-type organic material, which is characterized by high electron mobility. When electrons travel from the electron transport layer to the hole transport layer, electrons are not easy to cross this energy barrier and enter the hole transport layer because the lowest unoccupied molecular orbital (LUMO) of the electron transport layer is much higher than the LUMO of the hole transport layer. Therefore, they are blocked at this layer. At this time, holes are transmitted from the hole transport layer to the vicinity of the interface and recombine with electrons to produce Exciton, which will release energy in the form of emitting and non-emitting.
Take the general fluorescent material system as an example, only 25% of the electron-hole pairs are recombined in the form of emitting light, and the remaining 75% of the energy is dissipated in the form of exothermic. In recent years, people have been actively developing phosphorescent materials as a new generation of OLED materials, which can break the limitation of selectivity and improve the internal quantum efficiency to nearly 100%.
In the two-layer component, an N-type organic material (an electron transport layer) is also used as a luminescent layer, the luminescent wavelength of which is determined by the energy difference between HOMO and LUMO. However, a good electron transport layer, a material with high electron mobility, is not necessarily a material with good emission efficiency. Therefore, the current general practice is to dope an organic pigment with high fluorescence near the hole transport layer in the electron transport layer, also known as the luminescent layer, with a volume ratio of about 1% to 3%. Doping technology development is a key technology used to enhance the fluorescence quantum absorptivity of raw materials. Generally, the selected materials are dyes with high fluorescence quantum absorptivity.
As for metallic materials for cathodes, traditionally low-work function metals (or alloys), such as magnesium alloys, are used. It facilitates the injection of electrons from the cathode to the electron transport layer. In addition, a common practice is introducing an electron injection layer consisting of an extremely thin metal halide or oxide with low work function, such as LiF or Li2O. This way, the energy barrier between the cathode and the electron transport layer can be significantly reduced, thus reducing the driving voltage.
There is still a gap between the HOMO value of the hole transport layer and the ITO value. In addition, after a long-term operation, the TO anode may release oxygen and destroy the organic layer to produce dark spots. Therefore, a hole injection layer is inserted between ITO and the hole transport layer, the HOMO value of which is between ITO and the hole transport layer, which is beneficial to the hole injection of OLED components. Moreover, the thin film can block oxygen in TO from entering the OLED device, thus prolonging the life of the device.
3. Preparation Technology of OLED
Due to its simple structure, the production process of OLED is not as complicated as that of LCD. However, OLED process equipment is continuously improving, and no unified standard mass production technology exists. The difference between active and passive driving and full-color methods will influence the OLED process and the design of units. However, the production process needs a clean environment, supporting operations, and equipment. Not only the properties of materials should be improved, and the types of materials should be enriched (chemical structure of materials) to enhance the performance of devices, but also the physical process and internal physical mechanism of devices should be deeply understood, and the structure of devices should be improved to strengthen the performance of devices. The two aspects complement each other to promote OLED technology development continuously.
Pretreatment of ITO Substrate
First, it is necessary to prepare conductive glass with good conductivity and high transmittance, and ITO glass is usually used. The processing technology of high-performance ITO glass is complicated, but it can be bought directly in the market. As an electrode, ITO needs a specific shape, size, and pattern to meet device design requirements. Manufacturers can be entrusted to cut and form patterns by photolithography as required, or ITO glass can be etched in the laboratory to obtain the needed substrate and electrode patterns. The flatness and cleanliness of the substrate surface will affect the growth of organic thin film materials and OLED performance. Therefore, the ITO surface must be cleaned thoroughly.
The typical surface pretreatment methods of ITO thin films include chemical (acid-base treatment) and physical (O2 plasma treatment, inert gas sputtering).
Acid-base treatment
The surface of a solid differs in structure and composition from the interior. The atoms or ions on the surface exhibit coordination unsaturation, which is caused by the chemical bonds that are severed during the formation of the solid surface.
This is precisely why the solid surface easily adsorbs foreign atoms, which makes the surface polluted. Since there is a large amount of water in the ambient air, water is the most common pollutant on solid surfaces.
Since the chemical bonds cut off on the surface of metal oxides are ionic bonds or strong polar bonds, which are easy to combine with water molecules with strong polarity, the clean surfaces of most metal oxides are polluted by water adsorption.
In most cases, water is finally dissociated and adsorbed on the surface of metal oxides to form OH – and H +, whose adsorption centers are metal ions and oxygen ions on the surface, respectively.
According to the acid-base theory, M + is the acid center, and O – is the base center. In this case, hydrolysis adsorption is carried out at a pair of acid-base centers.
After the dissociation of water on the ITO surface, H + in acid and OH-in base are adsorbed by the base center and acid center, respectively, to form a dipole layer, which changes the work function of the ITO surface.
Plasma treatment
Plasma can change surface roughness and improve work function. It has been found that the effect of plasma on surface roughness is insignificant. Only the root mean square roughness of TO is reduced from 1.8 nm to 1.6 nm, but its effect on the work function is significant. The methods of improving work function by plasma treatment are also different.
Oxygen plasma treatment can increase the surface oxygen content by supplementing the oxygen vacancies on the ITO surface.
The operation method includes the following steps: the ITO substrate is washed in a cleaning solution, deionized water, a mixture of ethanol and acetone, and ultrasonic cleaning in deionized water to remove physically adsorbed and chemically adsorbed pollutants on the surface; Then, the cleaned substrate is placed in a clean workbench, and the ITO surface is baked or dried with nitrogen gas sprayed at high speed; Finally, the ITO surface is bombarded with oxygen plasma or treated with ultraviolet ozone. The pretreatment of ITO glass is beneficial to removing possible contaminants on the ITO surface, thus improving the work function of the ITO surface and reducing the hole injection barrier from the ITO electrode to organic functional materials.
Film technique
The materials to prepare OLED include small organic molecules, high molecular polymers, metals, alloys, etc. Most organic small molecule films are prepared by vacuum thermal vapor deposition. Simpler, faster, and lower-cost solution methods can prepare soluble organic small molecules and polymer films. Spin-coating, spraying, screen printing, and laser transfer printing techniques have been developed successfully. Metal and alloy films are usually prepared by vacuum thermal vapor deposition. To prepare OLED by the full solution method, solution preparation methods based on liquid metals, such as conductive silver paste brushing, have also been developed.
Vacuum Deposition
The vacuum level for conventional thermal evaporation is roughly 10-4 Pa or higher. The higher the vacuum level, the fewer defects are formed in the film, and the higher the purity of the material in the film. When organic materials are heated under a vacuum, some materials will liquefy and vaporize, while others will sublimate directly. This depends on the material properties. Then, with a particular initial velocity, the material breaks away from the surface to fly outward to the TO surface, where it cools and deposits to form a thin film. Suppose the vacuum degree is lower than 10-4 Pa. In that case, the vacuum cavity will be filled with water molecules, oxygen molecules, and other impurity gases colliding with organic small molecule materials in the evaporation process, which will seriously reduce the quality of film formation, and even reduce the device performance, or even make it fail.
In the early stage of OLED research, a two-stage evacuation system with a mechanical pump and molecular pump linkage is generally used to ensure a high vacuum level. In recent years, molecular pumps followed by sputtering ion pumps can be used to create an ultra-high vacuum environment to prepare high-performance OLEDs. There are two kinds of devices to detect the vacuum level of the chamber: thermal conduction vacuum gauge for measuring low vacuum below 0.1 Pa, i.e., thermocouple gauge and resistance gauge; ionization gauge for measuring high vacuum above 0.1 Pa. An oscillating wafer detects the thickness of the functional layer, and the evaporation rate of organic materials is generally 0.5~2A/s; The evaporation rate of the metal is usually 2~5A/s, and the thickness is 80~100 nm.
Spin Coating
Vacuum thermal evaporation technology is needed to prepare organic small molecule OLEDs and evaporation of small molecules and metals, the equipment cost is high, and the maintenance is complicated. The molecular weight of organic polymers is large and easily decomposed when heated. Therefore, the polymer film must be prepared by solution method, which has a relatively low cost. Moreover, the film formation process is simple and fast, and the film is uniform and dense.
The spin coating method is to adsorb the substrate onto the spin table of the spin coater in advance and then drop the pre-prepared solution onto the central part of the substrate or cover the whole substrate. Most of the solution is thrown out of the substrate by centrifugal force, which is generated by the high-speed rotation of the substrate. Due to the friction between the solution and the substrate and the viscosity of the solution, a thin film is left on the substrate.
The thickness of the film by spin coating depends mainly on the solution’s concentration and viscosity, the solvent’s evaporation rate, as well as the rotation speed and duration. The nature of the solvent, such as boiling point and polarity, greatly influences the polymer film’s morphology. The spin coating method has the advantages of the solution method, but a large amount of solution is wasted in the spin process, which is not suitable for large area devices and cannot realize full-color display. Therefore, the technology is not applicable to mass production.
Inkjet printing
Compared with spin coating, inkjet printing technology dramatically reduces material waste and enables patterned, full-color printing, which is suitable for preparing devices with large areas. For example, roll-to-roll inkjet printing device allows the preparation of large-area devices regardless of substrate size.
Inkjet printing is a non-contact, pressure-free, non-plate printing technology. A variety of different functional materials are pre-filled into ink cartridges. A computer converts the graphic information into a digital pulse signal, which then controls nozzle movement and the formation of ink droplets. The ink droplets are extruded by an external force and deposited in the corresponding position to form the desired pattern, achieving precise, quantitative, and positioning deposition to complete the final printed product.
The keys to inkjet printing technology are ink development, the design of the print head and print system, and solvent volatilization control. Among them, the development of polymer ink is the most important. This is because the uniformity of the ejected droplets depends mainly on the physical properties of the ink, such as the appropriate viscosity and surface tension. With inkjet printing technology, the size of OLED flat panel displays can be larger.
Laser heat transfer printing
Laser heat transfer printing is a full-color AMOLED pixel pattern preparation technology with the advantages of high precision, high resolution, good reliability, uniform thickness of the transferred film, multi-layer film transfer, and applicability to large-size substrates, making it an ideal method for preparing high-resolution, large-size, full-color AMOLEDs.
The preparation of AMOLEDs by laser heat transfer technology is accomplished by a set of donor films, a set of high-precision laser imaging systems, and a pair of acceptor substrates. The specific process includes: first, the heat transfer donor film is pressed onto the substrate, and the donor film and surface of the acceptor substrate must be in close contact. Then, the imaging template of the donor film is exposed by laser so that the imaging pattern is released from the donor film and surface of the acceptor substrate to its transport layer. Subsequently, the image is attached to the transport layer of the acceptor substrate. Finally, the donor film is peeled off to complete the printing of high-resolution stripes in the exposed area.
The efficiency and color purity of OLEDs prepared by laser heat transfer technology performed in a large environment is comparable to those of small molecule OLEDs by vacuum thermal evaporation.
Cathodic Process
The conventional cathode preparation method is to obtain the desired film pattern by vacuum deposition of solid bulk, strip or filamentary silver, magnesium, aluminum, and other metals with metal mask plates.
In recent years, due to the simple preparation process and low equipment cost, the rapidly developing wet preparation technology is moving toward large-scale production in industrialization. To achieve full wet preparation of OLEDs, the wet preparation process of the cathode needs to keep pace with the development of organic functional-layer wet preparation.
The conductivity of the cathodes obtained through ink configuration, film formation, and post-treatment is approaching the level of vacuum evaporation cathodes. Among them, silver nanoparticles are a hot research topic for the wet preparation of electrodes.
Sealing Technology
Improving the lifespan of OLEDs to the level of commercialization is one of the key issues to achieving the industrial development of OLEDs. The contact of water and dust with the electrode and even the organic layer will lead to bubbles in the electrode of OLED, resulting in black spots in the light-emitting area under working conditions, thus accelerating the aging of the device and reducing the stability of the OLED. Isolation from water and dust through device sealing is an effective way to improve the life span of OLEDs. The commonly used sealing techniques are glass or metal cover sealing, thin film sealing, steel sealing, fusion block sealing, etc.
Conventional cover sealing bonds the glass substrate to the glass or metal cover with an epoxy resin UV-curable adhesive in a glove box filled with inert gas. Thus it seals the organic layer and electrodes between the cover and substrate, isolating them from oxygen, water vapor, and dust in the atmosphere. Desiccant can be added in advance to prevent a small amount of water and oxygen from remaining in the sealed environment.
For thin film sealing, a certain thin film deposition technique is used to prepare a protective layer to replace the combination of cover and sealant. The current thin film sealing includes inorganic thin film sealing, organic thin film sealing, and organic/inorganic alternate composite thin film sealing. Gu sealing is a soft metal vacuum sealing method commonly used in the electric vacuum device industry, which is mainly used to connect glass, ceramic, and other materials to complete the sealing of the device. Gu has a low melting point, good plasticity, and other characteristics that bring many advantages to Gu sealing, such as low sealing temperature, good compatibility, small stress in the sealing process, high precision, etc.
The steel sealing used in OLED is still in the exploration stage.
Fusion block sealing is increasingly used in the sealing of OLEDs. In this technology, an OLED pixel array is fabricated on the bottom substrate, and an opaque fusion block layer of the comparable area is fabricated on the top substrate. Subsequently, the top substrate and the bottom substrate are placed face-to-face with a gap in between. Finally, the fusion block sealing parts are irradiated with laser or infrared rays through the mask plate at fixed points to melt and connect the fusion block layer and the bottom substrate while ringing around the electroluminescence array. After curing, the fusion block sealing component forms a sealed area with the fusion block layer and the underlying substrate to protect the light-emitting array therein.
4. Colorization technology of OLED
Full color is necessary to check whether the display is competitive in the market. Therefore, many full-color technologies are also applied to OLED displays. According to the type of panel, there are usually three types: RGB pixel-independent luminescence, Color Conversion, and Color Filter.
RGB pixel-independent luminescence
Independent luminescence using luminescent materials is currently the most used color mode. First, the red, green, and blue three-color light-emitting centers are prepared using precise metal shade and CCD pixel alignment technology. Then the mixing ratio of the three-color combinations is adjusted to produce accurate color so that the three-color OLED elements emit light independently to form a pixel. The key to this technology is to improve the luminous material’s color purity and luminous efficiency, while the metal shade etching technology is also crucial.
At present, the organic small molecule light-emitting material AIQ3 is an excellent green light-emitting small molecule material. Its green light color purity, luminous efficiency, and stability are outstanding. However, the best red light-emitting small molecule material for OLED has a luminous efficiency of only 31m/W and a lifetime of 10,000 hours. And the development of blue light-emitting small molecule material is also prolonged and facing difficulties. The biggest bottleneck for organic small molecule light-emitting materials is the purity, efficiency, and lifetime of the red and blue materials. However, through doping the primary light-emitting materials, blue and red light with better color purity, luminous efficiency, and stability have been obtained.
The advantage of polymeric luminescent materials is that the wavelength of their luminescence can be adjusted by chemical modification, and various colors covering the entire visible range from blue to green to red have been obtained. But its life span is only one-tenth of the small molecule light-emitting materials. Therefore, for polymers, the luminous efficiency and lifetime of light-emitting materials are to be improved. The continuous development of the excellent performance of light-emitting materials will take time and effort for material developers.
With the colorization, high resolution, and large-area realization of OLED displays, the metal shade etching technology will directly influence the quality of the display panel screen. Therefore, the dimensional and positioning accuracy of metal shade graphics is more demanding.
Color Conversion
For color conversion, first, blue OLEDs combined with color conversion film arrays are used to prepare devices that emit blue OLEDs.Then, their blue light is used to excite color conversion materials to obtain red and green light, thus obtaining the full color. The key to this technology is to improve the color purity and efficiency of the color conversion material. This technology does not require metal shade alignment technology but only vaporized blue OLED elements, which is one of the promising full-colorization technologies for future large-size full-color OLED displays. However, it has the disadvantage that the color conversion material tends to absorb blue light from the environment, causing a decrease in image contrast. At the same time, the light guide will also cause the image quality to be reduced.
Color Filter Film
This technology uses white OLED combined with color filter film. First, the white OLED device is prepared, then three primary colors are obtained by color filter film, and then the three primary colors are combined to realize color display. This technology’s key is getting high efficiency and high purity white light. The fabrication process does not need the metal shadow mask alignment technology, and the mature color filter film fabrication technology of LCD displays can be used. Therefore, it is one of the potential full-color technologies for large-size full-color OLED displays in the future. However, with this technology, the light loss caused by passing through the color filter film is as high as two-thirds.
RGB pixel-independent luminescence, light-color conversion, and color filter film are three full-color technologies for manufacturing OLED displays, each of which has its advantages and disadvantages. It can be decided which technology to use according to the process structure and organic materials.
5. Evaporation Technology of OLED
What exactly is evaporation? This has to start with the structure of OLED. The typical structure is to make tens of nanometers thick a layer of luminescent material on ITO glass, which is commonly called OLED screen pixel self-luminescent material. There is a metal electrode above the light-emitting layer. The light emitting layer generates light radiation when voltage is applied to the electrode. Electrons and holes are injected from the cathode and anode, respectively. The injected electrons and holes propagate in the organic layer and recombine in the luminescent layer, which excites the molecules in the luminescent layer to produce singlet excitons, which radiate decay luminescence.
To some extent, this explanation is complicated, but it is rough that the three sub-pixels, red, green, and blue, will glow by themselves. Of course, the structure is much more complicated when it comes to the whole panel, including the need for isolation columns and insulating layers between sub-pixels. AMOLED also has TFT backplanes, which control the switch of each pixel.
It is impossible to carve this complicated structure with a knife by hand. How to put these structures into practice is a matter of the manufacturing process. The manufacturing process of OLED involves ITO glass cleaning and lithography, which requires high technology that ordinary people have never seen before. In a word, photolithography can form electrode patterns, ITO patterns, isolation column patterns, etc., on a substrate.
The subsequent process is critical in manufacturing OLED panels, and that is evaporation. The ITO glass substrate is placed on a heatable rotating sample tray in a vacuum chamber. Then, a fire is put underneath to burn the bulb (not a real fire, of course). The luminescent material is evaporated. The red, green, and blue bulbs (not genuine bulbs, of course) are evaporated.
To put it bluntly, evaporation is to evaporate the material into atoms or molecules by means of current heating, electron beam bombardment heating, and laser heating in a vacuum. They then move in a straight line with a large free path, collide with the surface of the substrate and condense, forming a thin film.
It can be said that evaporation is the essence of the OLED manufacturing process. Not only luminescent materials but also metal electrodes are evaporated in this way. It seems that evaporation is like steaming buns. The actual operation is very complicated, such as how to control the pixel area, align the pixels, and control the thickness of the steamed film, pretreatment, vacuum degree of the evaporation chamber, etc., which are beyond the understanding of ordinary people. In addition to evaporation, there are dispensing, packaging, aging, cutting, testing, and other processes.
In fact, evaporation is indeed an important reason for the high cost of OLED screens. LG did not get the iPhone 8 order because it did not have enough evaporation machines.
6. OLED Drive Technology
In addition to the optimization and improvement in the process technology, equipment, raw materials, and device structure design, the most important measure is to improve the driving mode and the design of the driving circuit.
PMOLED Drive Technology
The pixels of the passive drive matrix is composed of cathode and anode substrates. The intersecting part of the anode and cathode can emit light. The IC used for driving needs to be externally connected by TCP or COG. The display area on the display substrate is only light-emitting pixels (electrodes, functional layers). All driving and control functions are completed by integrated IC (IC can be placed outside the substrate or in the non-display area on the substrate). The PMOLED panel circuit is shown in the figure. Passive driving is divided into static driving circuits and dynamic driving circuits.
Static driving
The same electrode (e.g., cathode) of each organic electroluminescent pixel is connected, and the other electrode (e.g., anode) of each pixel is separated; The voltage applied to the separate electrode determines whether the corresponding pixel emits light or not. During the display period of an image, the state of whether the pixels emit light is unchanged. Suppose a pixel emits light as long as the difference between the voltage of the constant current source and the voltage of the cathode is greater than the pixel emitting value. In that case, the pixel will emit light under the drive of the constant current source. Suppose making a pixel does not emit light; the anode can be connected to a negative voltage to turn it off in reverse. However, the cross effect may occur when the image changes a lot. An AC drive must be used to avoid this. A static driving circuit is generally used to drive segment display screens.
Dynamic driving
The method of lighting up the whole screen pixels line by line or column by column is used to light up all the pixels on the screen, and the lighting time is less than the persistence limit of human vision (20ms). The corresponding driving mode of this method is called the dynamic driving method. In the process of actual circuit driving, pixels should be lit row by row or column by column. Scanning row by row is usually used. When row electrodes are scanned, column electrodes are data electrodes. Pulses are cyclically applied to each row of electrodes, and driving current pulses of pixels in the row are given by all column electrodes at the same time, thus realizing the display of all pixels in the row. Pixels that are not in the same row or column are not displayed by applying a reverse voltage to avoid the “cross effect”. This scanning is performed row by row, and the time required to scan all rows is called the frame period.
The selection time of each row in a frame is equal. Assuming that the number of rows scanned in a frame is N and the time for scanning a frame is 1, the selection time occupied by a row is 1N of the time of a frame, which is called the duty cycle coefficient. Under the same current, increasing the number of scanned rows will decrease the duty cycle coefficient, which will cause the effectiveness of current injection on organic electroluminescent pixels in one frame to fall, thus reducing the display quality. Therefore, with the increase of display pixels, it is necessary to moderately increase the driving current or use a double-screen electrode mechanism to improve the duty cycle coefficient to ensure display quality.
In addition to the cross effect caused by the sharing of electrodes, the mechanism of pixel luminescence in OLED display screens is that positive and negative charge carriers recombine to form luminescence. As long as any functional films that compose their structures are directly connected together, there may be crosstalk between the two luminous pixels. That is, when one pixel emits light, the other pixel may also emit weak light. This phenomenon is mainly caused by the poor thickness uniformity and the poor transverse insulation of organic functional films. From the driving aspect, to mitigate this unfavorable crosstalk, the reverse cut-off method is also a practical choice.
Display with grayscale control: The gray level of the display refers to the brightness level of black-and-white images from black to white. The more gray levels, the richer the image from black to white, and the clearer the details. The degree of extinction is a very important indicator for image display and colorization. Generally, the screen with a grayscale display is mostly a dot-matrix display screen, the driving mode of which is primarily dynamic driving. There are several methods to realize grayscale control: control method, spatial gray scale modulation, and time gray scale modulation.
AMOLED Drive Technology
Unlike PMOLED, AMOLED has two transistors and one capacitor (i.e., 2T1C) arranged in each pixel unit, which is the most basic driving circuit mode of AMOLED. Considering the performance compensation, such as brightness uniformity, more transistors and capacitors can be designed. Each active drive image is equipped with a thin film transistor with a switching function, and each pixel is equipped with a charge storage capacitor. The peripheral drive circuit and the whole display array system are integrated on the same glass substrate. The driving circuit of the active matrix is hidden in the display screen, which facilitates its integration and miniaturization. In addition, since the connection problem between the peripheral driving circuit and the screen is solved, the yield and reliability are improved to a certain extent. The prominent feature of active driving is that the constant current driving circuit is integrated into the display screen. Moreover, each luminous pixel corresponds to a thin film transistor for matrix addressing, and the driving luminous includes a thin film transistor, a charge storage capacitor, etc.
Active driving belongs to static driving, which has the storage effect and can drive 100% load. This drive is not limited by the number of scanned electrodes, which can selectively adjust each pixel independently. There is no duty cycle problem, and high brightness and high resolution are easy to achieve. In active driving mode, the greyscale of red and blue pixels with low brightness can be independently adjusted. It is more conducive to the realization of OLED colorization. OLED display devices have diode characteristics. In principle, they are unidirectional DC driven. However, since the thickness of the organic luminescent film is on the nanometer scale, and the luminescent area is generally larger than 100 microns, the device has prominent capacitance characteristics. To improve the refresh frequency of the display device, the capacitor corresponding to the non-luminescent pixel is quickly discharged. At present, the driving mode of constant forward current and reverse constant voltage is used in many driving circuits.
Various factors influencing AMOLED image quality are more complex for the actual products. Some images are influenced by a dominant factor, and some may be influenced by a combination of factors. For the factors that lead to the deterioration of AMOLED image quality, various drive compensation techniques and the corresponding compensation circuits have been studied, which can be broadly divided into the voltage compensation method, current compensation method, digital drive compensation method, external compensation method, etc. Compared to process technology and equipment technology to improve AMOLED image quality degradation, taking the circuit as a means of improvement is quicker. Drive compensation technology is the key and difficult point of AMOLED drive, as well as the unique aspect of AMOLED drive compared to TFT LCD drive.